Bei der Optimierung der Hochgeschwindigkeitsbearbeitung von Hartholz mit einem Rotationswerkzeug ist es förderlich, neben den Kraftverhältnissen beim Schneiden auch das Verformungsfeld um die Schneide des Schneidewerkzeugs zu analysieren. Diese Analyse führen wir als berührungslose Verarbeitung von digitalen Fotos und verlangsamten Aufnahmen durch, die die Bewegung des Werkstückes und die Verformung des bearbeiteten Materials um die Schneide des Schneidwerkzeugs mittels der Hochgeschwindigkeitskameras während der Bearbeitung aufgenommen wurden. Das Spanschneiden ist bis zu 5 000 Mal verlangsamt. Die Bilddaten verarbeiten wir mittels der Korrelation von Digitalbilddaten. Die Korrelation ermöglicht, die Bewegung beliebiger Punkte (Pixel) in chronologisch aufgenommenen Bildern überwachen zu können. Neben dem Verformungsfeld können aus den Aufnahmen der Hochgeschwindigkeitskameras auch die ungefähren Abmessungen und die Form der zu schneidenden Späne bestimmt werden. Die Charakterisierung des Verformungsfeldes um die Schneide des Schneidwerkzeuges sowie die ungefähre Größe und Form der zu schneidenden Späne sind für die experimentelle Überprüfung des numerischen Modells und seiner Kalibrierung erforderlich.
Bei der Analyse verfahren wir von der Approximation der Rotationsbearbeitung mittels Linearbearbeitung mit unterschiedlicher Orientierung der Holzfasern an die Bewegungsrichtung des Werkstücks (Schneidwerkzeug ist statisch) bis zur Analyse der Bearbeitung während der Rotationsbewegung des Schneidewerkzeugs (Werkstück ist statisch). Die Pilot-Experimente, die die Rotationsschneiden approximieren, haben bereits stattgefunden. Ein Beispiel von diesen Outputs dieser Analysen ist im Abbild 1 dargestellt.
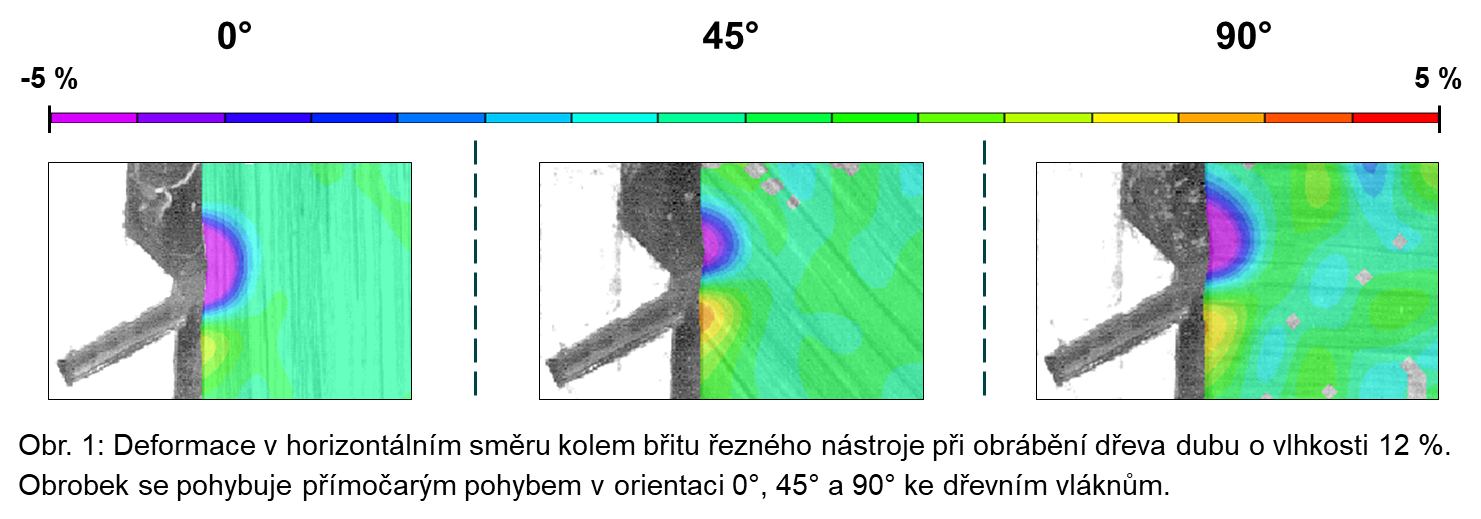
Abbild Nr. 1 Die Verformung in horizontaler Richtung um die Werkzeugschneide des Schneidewerkzeugs bei der Bearbeitung von Eichenholz mit einem Feuchtigkeitsgehalt von 12 %. Das Werkstück bewegt sich geradlinig in einer Orientierung von 0°, 45° und 90° zu den Holzfasern.
Das Deformationsfeld wurde für einzelne aufgenommene Deformationszustände beim Spanschneiden in der Form von Höhenschichtlinien an farbigen Karten visualisiert, wobei die einzelnen Farben die Größe der Deformation darstellen. Diese Visualisierungen zeigten, dass die Ausrichtung der Holzfasern zum Vektor der Schneidegeschwindigkeit die Beziehung zwischen der Zugverformung vor dem Werkzeug (d.h. der Reiß-/Schälrate der Holzfasern vor dem Messer) und der Druckverformung hinter dem Werkzeug (d.h. Verdichtung der Holzfasern hinter dem Messer). Während der Rotationsbearbeitung wird die Verformung um die Schneidekante des Schneidwerkzeugs bei dem Durchzug des Materials wechselnd sein, aber die absolute Größe dieser Verformungen wird sich nicht wesentlich ändern. Die verlangsamten Aufnahmen unter Abbild 1 zeigen eine unterschiedliche Form der zu schneidenden Späne mit unterschiedlichen Orientierungen der Holzfasern zur Bewegungsrichtung des Werkstücks. Es ist ersichtlich, dass mit zunehmendem Winkel zwischen den Holzfasern und der Bewegungsrichtung des Werkstücks (von paralleler zu senkrechter Ausrichtung) die Abmessungen der Späne abnehmen.
Die ersten verlangsamten Aufnahmen haben wir bereits für die Bearbeitung mit rotierender Werkzeugbewegung (Video 1). Erfasst wurde die Bearbeitung von trockenem Fichtenholz mit einem Zweischneider